

低温阀门在LNG领域的应用现状及关键性设计要求
本文主要内容为介绍LNG接收站、天然气液化工厂用低温阀门的实际应用概况。针对LNG领域苛刻工况用J-T阀的选型要点展开论述,总结提出低温阀门工程设计的注意事项,并提出国产阀门推广应用的下一步工作建议。
LNG作为一种高效的、可储存的清洁能源,在产业链的各个环节上都具有广阔的发展前景。国内天然气液化工厂主要以小型为主,湖北黄冈处理规模已达到120万吨/年的液化能力。国内其他LNG接收站储备规模也在不断扩大,截至目前中国海油已投产6座LNG接收站,LNG年接收能力超过2400万吨/年。

在LNG产业的快速发展过程中,与其配套的低温阀门需求量与日俱增。由于LNG具有易燃易爆超低温的显著特点,且LNG工厂通常地处海边盐雾环境,因此对低温阀门的选型设计提出更高的要求。目前国内大部分站场的LNG用深冷阀门仍需进口,有些苛刻工况用低温阀门仍被国外所垄断,如J-T阀、大型LNG储罐的呼吸阀、大口径高磅级阀门等。尽管国内材质设计已满足低温要求,但某些零部件的承压和密封性能仍需改进优化。
LNG用低温阀门型式
小型天然气液化工厂中,低温阀门主要集中在液化单元和LNG储存单元,压力等级不高,内径较小,其中较为苛刻工况为混合制冷循环工艺还用低温混合制冷剂节流阀和LNG节流阀这种多级降压调节阀。据粗略统计,一般液化工厂用低温阀门数量约占整个工厂阀门总量的30%。在LNG接收站中(主要指接收能力200万吨/年以上的大型站场),低温阀门数量在2000个左右,其中小尺寸阀门数量约700个,低温阀门占全部阀门的90%以上,部分阀门压力等级较高,口径较大。
LNG领域涉及的低温及超低温工况阀门主要包括单座直通阀(包括角阀)、球阀、蝶阀、截止阀、止回阀和安全阀。
![]()
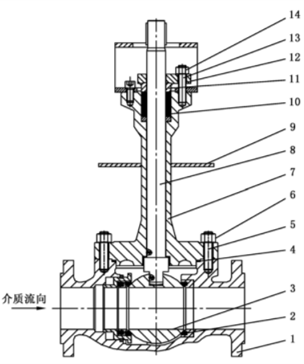
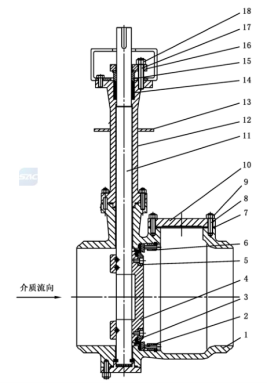
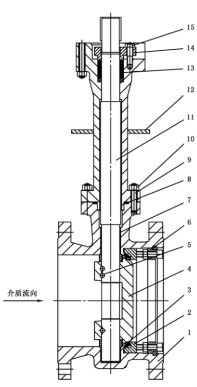
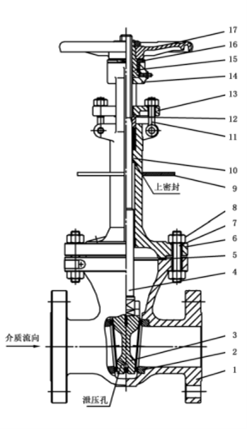
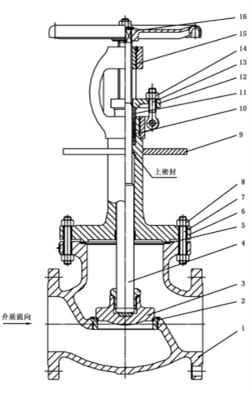
球阀 偏心蝶阀 蝶阀 闸阀 止回阀
LNG接收站低温阀门使用情况统计:
用途 | 名称 | 尺寸 | 压力等级范围 | 操作 方式 |
调节阀 | 单座直通阀 | DN25 ~DN150 | CL150~CL900 | 自动 |
蝶阀 | DN250~DN800 | CL150 | 自动 | |
截断阀 | 蝶阀 | DN15 DN1050 | CL150/CL800/CL1500 | 手动 |
球阀 | DN15~DN650 | CL150/CL800/CL1500 | 手动 | |
截止阀 | DN15~DN150 | CL150/CL800/CL1500 | 手动 | |
止回阀 | DN15~DN600 | CL150/CL800/CL1500 | ||
呼吸阀 | 安全阀 | DN25~DN300 | CL150/CL900 | |
真空阀 | DN300 | CL150 | ||
热释放阀 | 入口DN25出口DN50 | CL150 |
LNG苛刻工况用阀门的选型要点:
以LNG苛刻工况用阀门举例

J-T阀是LNG液化工厂中运行工况最为恶劣的调节阀之一。目前采用较多的液化工艺流程是混合制冷剂循环,分别采用制冷剂J-T阀和LNG J-T阀对混和制冷剂和天然气进行节流降压。混合制冷循环所用的2个J-T阀,都在-150℃以下的超低温环境,在阀门正常开启的条件下,J-T阀两端承受的压力通常在30~80bar之间。由于J-T阀处于高压差和超低温环境,易产生气蚀,阀芯、阀座和阀体的表面容易损坏。若阀芯受损无法关严,阀门在全关位置会出现泄漏、结霜现象,且工艺上对J-T阀的性能要求较高。为达到制冷效果,使用过程中需保证阀两端压差和出口温度稳定,同时装置变负荷时需对J-T阀进行调节。因此,在J-T阀选型中,除了要遵守低温阀门设计的一般规则外,还须考虑在高压差工况对阀内件选型设计的特殊要求。

J-T阀选型的特殊要求
J-T阀就是焦耳-汤姆逊节流膨胀阀,利用焦耳-汤姆逊节流膨胀原理设计的节流阀门。节流膨胀(Throttling Expansion)也叫焦耳汤姆逊膨胀,即较高压力下的流体(气或液)经多孔塞(或节流阀)向较低压力方向绝热膨胀过程。调节阀在管道中起可变阻力作用,它改变工艺流体的紊流度或者在层流情况下提供一个压力降,压力降是由改变阀门阻力或“摩擦”所引起的,这一压力降低过程通常称为“节流”。对于气体,它接近于等温绝热状态,偏差取决于气体的非理想程度。在液体的情况下,压力则为紊流或粘滞摩擦所消耗,这两种情况都把压力转化为热能,导致温度略为升高。J-T阀门多用来实现降温,常用于天然气处理和液化工艺中。J-T阀门前后压差较大,介质温度超低,容易产生汽蚀,容易损坏。因此,多采用多级降压控制阀。
1、阀内件结构性能对比及其选型
一般冷剂用J-T阀和LNG J-T阀的压差比都在0.9以上,需采用多级降压手段。目前,阀内件设计的基本思想是曲折通道、多级减压、扩大流动区域和多孔设计等。这种结构的阀内件可以使高速流体在通过阀芯、阀座时每一点的压力都高于在该温度下的饱和蒸汽压,主要有两种结构形式:多孔套筒式调节阀和迷宫式调节阀。
国外知名供应商产品(如德国沃德WODE低温阀门)的共性都是利用多级套筒实现逐级降压,区别在于对迷宫式和多孔式套筒结构的选用上,其中德国沃德WODE、CCI、MASONEILAN、Copes Vulcan、SevernGlocon等主要生产迷宫阀,Fisher和Flowsever(Valtek)主要生产多孔套筒阀。迷宫控制阀对流速的控制强于多孔套筒阀,在选择套筒阀级数时,若多孔套筒阀流速不满足要求,应选用迷宫阀。如采用迷宫阀芯,J-T阀寿命至少在两年以上,寿命是套筒阀5~10倍。套筒钻孔阀适用于小尺寸的多级减压工况,大尺寸选迷宫阀;迷宫阀量程范围较宽,但迷宫阀与多孔套筒阀相比价格更高。
2、出口流速的控制要求
高压差产生气蚀,介质的高流速也直接影响阀体和阀内件的使用寿命,需通过多通道设计的方法进行分级减压,使调节阀内流体压力、速度曲线平稳过渡。因此,选择阀内件流道结构时,应着重控制介质流速,尽量使高速流体撞击,造成动能的消耗,进而减小气蚀、振动对阀门的磨损。应满足ISA标准给出的介质流出阀内件的速度和动压能的要求。
3、防堵塞设计
在液化工厂中,造成堵塞的原因主要有介质中存在水蒸气和CO2导致冰堵,管线吹扫不干净残留焊渣、铜屑等杂质造成脏堵。因此,需考虑多级减压套筒设计的防堵功能,尽量选择光滑平稳的流路,必要时应缩小阀座直径,以提高节流速度来提高“自洁”性能,还可配置足够刚度和推力(力矩)的执行机构。

LNG低温阀门选型关键技术
1、通用性低温技术要求
LNG领域涉及的低温或超低温阀门应满足如下基本要求:
①低温阀门须要加长阀盖,阀盖应为整体式螺栓连接结构;
②应装备加长阀杆,保证填料处于环境温度,所有阀杆都是防吹出结构;
③阀内件应易于拆卸,尤其是阀座可在线维护并易于更换,内件和密封能够快速从阀顶部拆卸,可在线维修;
④具有软密封结构的阀门应采用防火设计;
⑤所有球阀都应装有泄压装置;
⑥具有外密封结构的球阀、截止阀等应具有外密封性能;
⑦阀体、内件、阀盖、阀杆、执行机构等须设计成防静电结构。
2、低温阀门选型注意事项
【1】承压零部件的材质选择
材料质量是衡量阀门强度可靠性和使用寿命的一个重要指标。目前LNG用低温阀门推荐选用奥氏体不锈钢材料,阀体常用牌号有A351 Gr.CF3M、A182 Gr.F316L、A182 Gr.F304L;阀芯常用牌号有A351 Gr.CF8M、A182 Gr.F316、A182 Gr.F304。
【2】密封形式及其材质的选择
LNG用低温阀门通常采用硬密封结构。阀芯(或阀板)材质不低于316不锈钢,在高压差或易发生气蚀或闪蒸的场合考虑采用硬质不锈钢或斯泰莱合金,在阀芯(或阀板)和阀座上堆焊STL合金。LNG用低温球阀阀座密封推荐采用金属密封嵌入式软密封,软密封材质可采用聚三氟氯乙烯(PTFCE)。阀杆填料一般推荐采用“唇式密封石墨”的结构。
【3】阀杆延长长度的合理确定
对于LNG超低温介质,阀盖的延长量是关键的设计指标。现场LNG项目阀门外漏80%原因都源自厂家为了节约成本没有配置足够的延长阀盖。BS6364以及壳牌(Shell)的MESC SPE77/200都对此长度有不同的要求。壳牌的延长度要求严格,但仅靠提高延长量要求来保证填料不结冰缺少现场依据,建议以BS6364中对非冷箱阀门的要求为基础,综合考虑材质选择、当地环境露点值以及各厂家项目经验等多种因素,通过热分析和实际的试验结论选择延长量。
【4】阀门配管附件的设计考虑
为防止破坏阀门的软密封结构,堆焊球阀两端应配置焊接短管,带短管的球阀要求可以在线焊接。对于DN大于等于80mm的阀门,管道短管长度不小于150mm,建议短管材质与管道材质保持一致。此外,所有阀盖加长的阀门应有滴盘进行保冷,保证填料箱处于环境温度。滴盘需要跟阀盖满焊,材质与阀体保持一致。
【5】低温阀门的核心试验项目
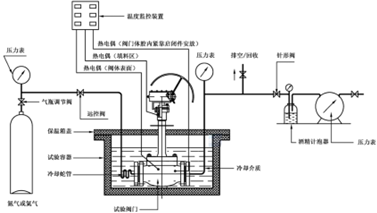
应对低温阀门材料进行检验,尤其对于国内产品,材料标准通常情况下要求较低,应做好相关试验检测项目,主要包括承压部件及焊接连接处的射线探伤测试、液体渗透等无损探伤试验。零部件在加工过程中必须进行低温深冷处理,使材料相变充分。在结构设计和材料检验满足要求的前提下,阀门的壳体液压测试、低压气密性试验、上密封泄漏测试(上密封结构)及低温泄漏测试是必须完成的测试项目。针对产品可以批量生产之前需进行低温冲击试验、常温性能试验、低温性能试验、无损检测、低温寿命试验等五大类试验。
国产及进口低温阀门应用建议
目前国内LNG行业都不同程度地应用了国产化低温阀门,除了广泛应用进口低温阀门的品牌:KSB、德国沃德WODE、英国BESTOBELL等。中石油和中石化都成立了国产化工作小组,与能源局指定的苏州纽威、大连大高以及中核苏阀等厂家开展联合研制工作;中海油也在2“低温球阀中采用了国产球阀。下一步建议从以下方面做好低温阀门国产化工作的跟进和推广工作:
1)国产化实施工作应对照一套完整且严格的阀门设计与应用考核程序。从技术要求开始,提出覆盖产品设计、设计计算、原材料采购、原材料检验与无损探伤后合格、机加工及检验合格、热处理及检验合格、再次机加工及检验合格、清洗及检验合格、装配、检验与试验合格、相关人士鉴定、现场试验等一整套国产化实施程序,并配备每个步骤的评估标准。
2)应充分考虑初次应用产品的国产化风险。对于3“以上球阀,大口径蝶阀、止回阀、截止阀等国产化产品,鉴于已有业绩较少,在初次应用时建议应用场合尽量集中,避免产品过于分散,一旦发生泄漏将易于监测和发现。因此,建议优先选择小型液化工厂、微型移动液化装置的液化单元进行应用推广。
3)应建立用户实地调研及产品后评估机制。目前国内LNG行业以小尺寸国产低温球阀应用业绩多,应通过项目大修期间的检修率考核大量应用阀门的使用情况,尤其针对批量采购而非试验性质的应用场合进行实地调研。针对新研制的少量应用的阀门,可设置一个考核期(8个月左右),用户记录产品的使用性能,并与国际一流厂家的产品的使用情况对比。
结束语:
本文立足于LNG行业的长远发展前景,针对LNG产业链中两个关键环节,天然气液化工厂及LNG接收站,阐述了常用低温阀门的使用情况。针对结构设计稍复杂、国产化难度较大的多级降压阀,详细探讨了工艺要求及多级降压结构的选型要点。总结了已建站场在低温阀门设计及试验方面的关键注意事项。提出国产阀门推广应用的下一步工作建议:结合实际应用情况做好国产化考核流程、风险舒缓、应用性能收集等工作,持续提升我国LNG行业的核心配套设备制造水平。
